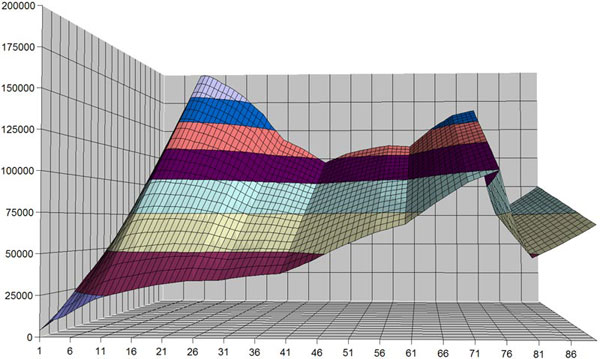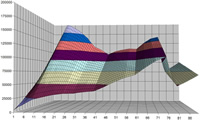
Stress curves are graphic representations of
a rod's taper and are designed to visually represent the
action of a rod under varying degrees of stress which
helps to fine tune the rod's eventual taper.
|
 There are various methods of heat treating a culm of bamboo, from open flame to special ovens.
The purpose is to drive out excess moisture and/or alter the color.
I use a combination of flaming and oven tempering in order to change both the tone and resiliency of the cane.
There are various methods of heat treating a culm of bamboo, from open flame to special ovens.
The purpose is to drive out excess moisture and/or alter the color.
I use a combination of flaming and oven tempering in order to change both the tone and resiliency of the cane. |

Splitting the tubular culm into individual strips of useable size is the first step after the culm is treated.
An average culm can be split into anywhere from 12-32 strips. |

Strips are cleaned up and straightened with a heat gun and
then beveled using a special router based machine
to give them their initial rough triangular shape. |

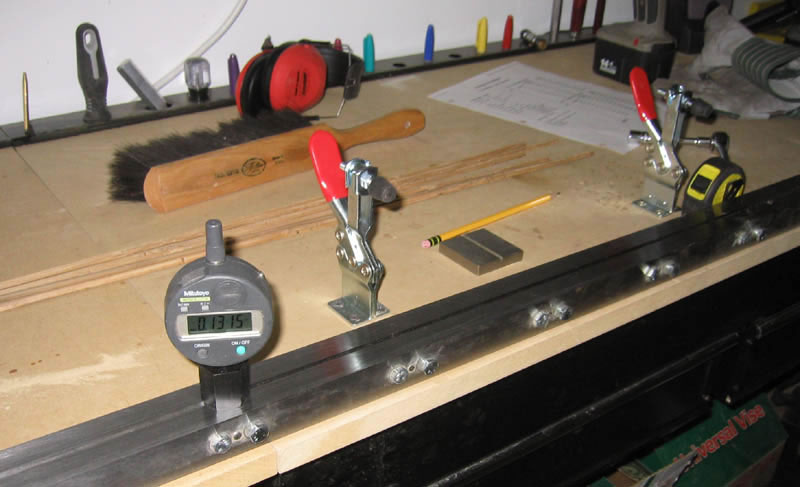
Steel planing forms are set according to the selected taper. The V groove is adjusted
to tolerances within 5/10,000 of an inch. The other option is to use a specially made
motorized beveler designed for shaping bamboo strips. |

Each strip in the rod is then planed and shaped to match the
taper set in the planing form or beveler. |

With the proper tools and adjustment, shavings thinner than 1/1,000 of an inch can
be consistently made. |

A pile of shavings after planing a few rods. Notice the clean curls of bamboo. A
sign that the bamboo was heat treated properly, and the planes were tuned well. |

Once all the strips for a rod section are planed, they are rolled into loose rod sections and taped together, ready for glueing. |

The tape on the rolled up sections is then sliced and the strips
are laid flat, cleaned up and prepped for gluing. Glue
is applied with a brush and, if the rod is hollowed, the
hollows are carefully cleaned of glue. |
 After glue is applied, the strips are rolled back togther and bound using a 4-string binder that
is designed to tightly secure the strips without introducing any unwanted torque or twist. After binding
sections are heat-set they are laid aside to cool and cure.
After glue is applied, the strips are rolled back togther and bound using a 4-string binder that
is designed to tightly secure the strips without introducing any unwanted torque or twist. After binding
sections are heat-set they are laid aside to cool and cure. |

The glue, tape and string are scraped and sanded from the blank which is then finish sanded and
sealed to smooth and protect the cane. |

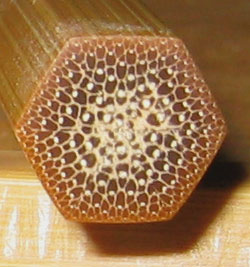
A Cross-section of a cutoff showing the inside of a glued
hexagonal blank with the softer pith
on the inside and stronger, denser, more resilient power fibers around
the perimeter. |

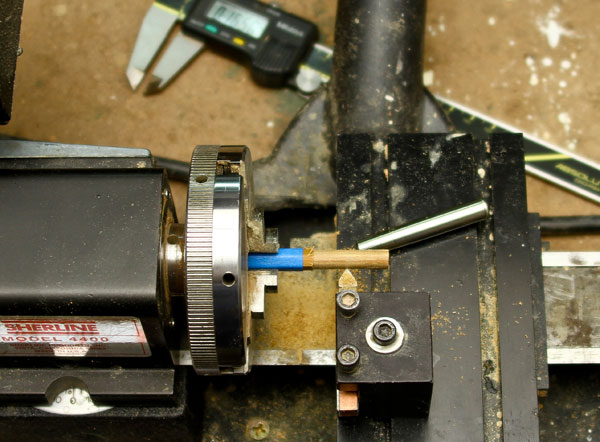
Top quality drawn nickel silver ferrules must be filed and fit to extrememly tight tolerances to get a
proper fit with the requisite and pleasing 'pop' sound when separated. |

The ends of each rod section is then carefully rounded and shaped and the ferrules are securely glued in place. |

The grip is shaped from rings of the finest Portuguese cork and the reel seat is sized and fit. |

Guides are temporarily taped in place and then are wrapped using the best quality and finest silk available. |
|